
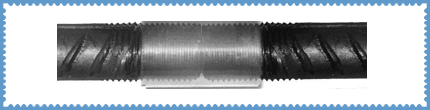
1. 接頭質量
由于絲頭的加工是先將鋼筋的橫縱肋剝掉,使滾壓螺紋前鋼筋柱體尺寸一致,因此滾壓出的螺紋精度高,直徑大小一致,接頭質量穩定性好。
2. HRB400鋼筋的連接
由于剝肋滾壓直螺紋連接絲頭的加工只對鋼筋的表層進行硬化,絲頭的加工對鋼筋的延性影響很小,通過大量工程應用,連接接頭不會出現脆斷的現象,適用于HRB400鋼筋的連接。

3. 現場施工速度
由于鋼筋絲頭提前制作,現場施工裝配作業,不占用施工工期,與焊接及擠壓連接相比,現場施工速度大大提高,每個標準層可節省1-2天工期。

4. 絲頭加工速度
由于剝肋、滾壓螺紋兩道工序使用一臺設備一次裝卡即可完成鋼筋絲頭的加工,加工速度快,一個絲頭只需30~50s,設備資金投入量小。
5. 操作便利,節約能源
耗電少,不需專用配電,無明火作業,不污染環境和鋼筋,能全天候施工。

6. 適用范圍廣
不僅適用于F16~F50mm HRB335、HRB400各種方位鋼筋的連接,而且對于布筋密度較大處的鋼筋也能方便連接。

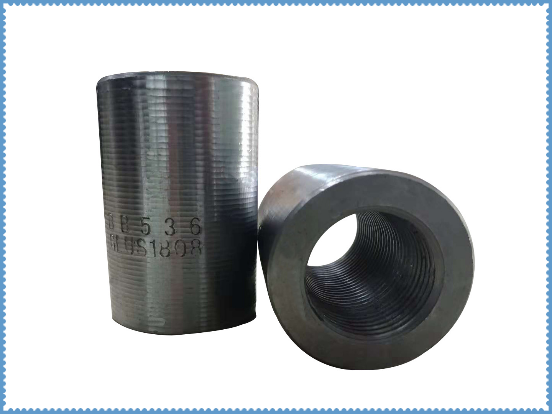
7. 節約材料
與冷擠壓鋼筋連接套筒相比,可節約材料75%左右。
綜上所述,鋼筋剝肋滾壓直螺紋連接技術不僅接頭連接強度高,達到與母材等強,而且質量穩定可靠,操作方便、施工速度快、綜合成本低,具有顯著的綜合經濟效益。

